弊社の代表的な製品をご紹介しています。 その他、用途や課題に応じた油剤の開発にも対応しています。
カスタム品やOEM向け製品の開発・供給についても、お気軽にご相談ください。
不水溶性加工油剤の
詳細な製品情報
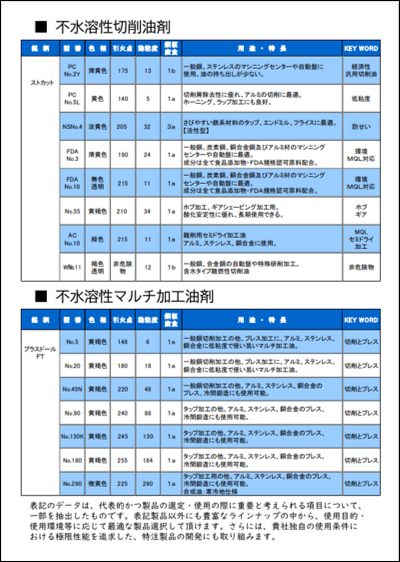
不水溶性切削油剤
ストカット
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| PC No.3Y | 薄黄色 | 175 | 13 | 1b | 一般鋼、ステンレスのマシニングセンターや自動盤に使用。油の持ち出しが少ない。 | 経済性 汎用切削油 |
| PC No.5L | 黄色 | 140 | 5 | 1a | 切削屑除去性に優れ、アルミの切削に最適。 ホーニング、ラップ加工にも良好。 | 低粘度 |
| NSNo.4 | 淡黄色 | 205 | 32 | 3a | さびやすい鉄系材料のタップ、エンドミル、フライスに最適。 【活性型】 | 防せい |
| FDA No.3 | 薄黄色 | 190 | 24 | 1a | 一般鋼、炭素鋼、銅合金鋼及びアルミ材のマシニングセンターや自動盤に最適。 成分は全て食品添加物・FDA規格認可原料配合。 | 環境MQL対応 |
| FDA No.10 | 無色透明 | 215 | 11 | 1a | 一般鋼、炭素鋼、銅合金鋼及びアルミ材のマシニングセンターや自動盤に最適。 成分は全て食品添加物・FDA規格認可原料配合。 | 環境MQL対応 |
| No.55 | 黄褐色 | 210 | 34 | 1a | ホブ加工、ギアシェービング加工用。 酸化安定性に優れ、長期使用できる。 | ホブギア |
| AC No.10 | 緑色 | 215 | 11 | 1a | 難削用セミドライ加工油 アルミ、ステンレス、銅合金に使用。 | MQLセミドライ加工 |
| WNo.11 | 褐色透明 | 非危険物 | 12 | 1b | 一般鋼、合金鋼の自動盤や特殊研削加工。 含水タイプ難燃性切削油 | 非危険物 |
不水溶性マルチ加工油剤
プラスドールFT
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| No.5 | 黄褐色 | 148 | 6 | 1a | 一般鋼切削加工の他、プレス加工に、アルミ、ステンレス、銅合金に低粘度で使い易いマルチ加工油。 | 切削とプレス |
| No.20 | 黄褐色 | 180 | 18 | 1a | 一般鋼切削加工の他、プレス加工に、アルミ、ステンレス、銅合金に低粘度で使い易いマルチ加工油。 | 切削とプレス |
| No.45N | 黄褐色 | 220 | 48 | 1a | 一般鋼切削加工の他、アルミ、ステンレス、銅合金のプレス、冷間鍛造にも使用可能。 | 切削とプレス |
| No.90 | 黄褐色 | 240 | 88 | 1a | タップ加工の他、アルミ、ステンレス、銅合金のプレス、冷間鍛造にも使用可能。 | 切削とプレス |
| No.130K | 黄褐色 | 245 | 130 | 1a | タップ加工の他、アルミ、ステンレス、銅合金のプレス、冷間鍛造にも使用可能。 | 切削とプレス |
| No.180 | 黄褐色 | 255 | 184 | 1a | タップ加工の他、アルミ、ステンレス、銅合金のプレス、冷間鍛造にも使用可能。 | 切削とプレス |
| No.290 | 微黄色 | 255 | 290 | 1a | タップ加工用の他、アルミ、ステンレス、銅合金のプレス、冷間鍛造にも使用可能。 合成油:寒冷地仕様 | 切削とプレス |
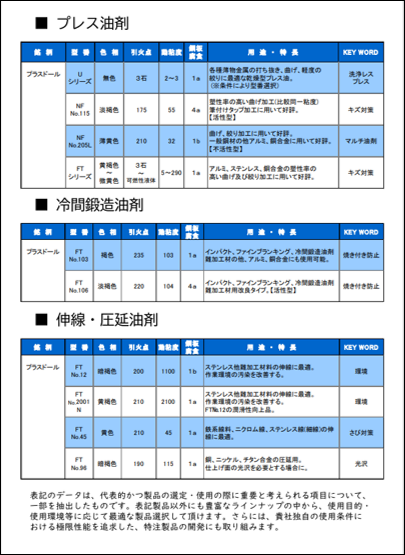
プレス油剤
プラスドール
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| Uシリーズ | 無色 | 3石 | 2~3 | 1a | 各種薄物金属の打ち抜き、曲げ、軽度の絞りに最適な乾燥型プレス油。 (※条件により型番選択) | 洗浄レスプレス |
| NFNo.115 | 淡褐色 | 175 | 55 | 4a | 塑性率の高い曲げ加工(比較同一粘度) 筆付けタップ加工に用いて好評。 【活性型】 | キズ対策 |
| NFNo.205L | 薄黄色 | 210 | 32 | 1b | 曲げ、絞り加工に用いて好評。 一般鋼材の他アルミ、銅合金に用いて好評。 【不活性型】 | マルチ油剤 |
| FTシリーズ | 黄褐色~微黄色 | 3石~可燃性液体 | 5~290 | 1a | アルミ、ステンレス、銅合金の塑性率の高い曲げ及び絞り加工に用いて好評。 | キズ対策 |
冷間鍛造油剤
プラスドール
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| FTNo.103 | 褐色 | 235 | 103 | 1a | インパクト、ファインブランキング、冷間鍛造油剤 難加工材の他、アルミ、銅合金にも使用可能。 | 焼き付き防止 |
| FTNo.106 | 淡褐色 | 220 | 104 | 4a | インパクト、ファインブランキング、冷間鍛造油剤 難加工材用改良タイプ。【活性型】 | 焼き付き防止 |
伸線・圧延油剤
プラスドール
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| FTNo.12 | 暗褐色 | 200 | 1100 | 1b | ステンレス他難加工材料の伸線に最適。 作業環境の汚染を改善する。 | 環境 |
| FTNo.2001N | 黄褐色 | 210 | 2100 | 1a | ステンレス他難加工材料の伸線に最適。 作業環境の汚染を改善する。 FTNo.12の潤滑性向上品。 | 環境 |
| FTNo.45 | 黄色 | 210 | 45 | 1a | 鉄系線料、ニクロム線、ステンレス線(細線)の伸線に最適。 | さび対策 |
| FTNo.96 | 暗褐色 | 190 | 115 | 1a | 銅、ニッケル、チタン合金の圧延用。 仕上げ面の光沢を必要とする場合に。 | 光沢 |
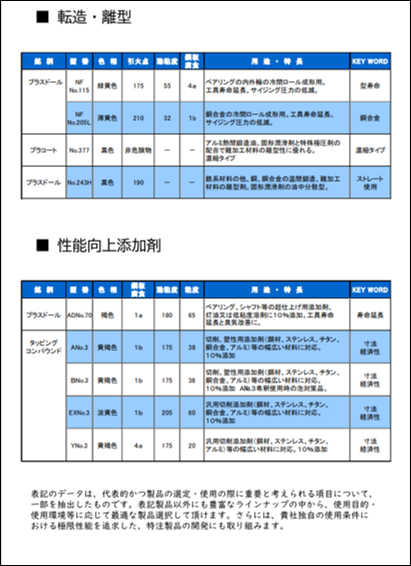
転造・離型
プラスドール
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| NFNo.115 | 緑黄色 | 175 | 55 | 4a | ベアリングの内外輪の冷間ロール成形用。 工具寿命延長、サイジング圧力の低減。 | 型寿命 |
| NFNo.205L | 薄黄色 | 210 | 32 | 1b | 銅合金の冷間ロール成形用。工具寿命延長、サイジング圧力の低減。 | 銅合金 |
プラコート
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| No.377 | 黒色 | 非危険物 | - | - | アルミ熱間鍛造油。固形潤滑剤と特殊極圧剤の配合で難加工材料の離型性に優れる。 濃縮タイプ | 濃縮タイプ |
プラスドール
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| No.243H | 黒色 | 190 | - | - | 鉄系材料の他、銅、銅合金の温間鍛造、難加工材料の離型剤。固形潤滑剤の油中分散型。 | ストレート使用 |
性能向上添加剤
プラスドール
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| ADNo.70 | 褐色 | 1a | 180 | 65 | ベアリング、シャフト等の超仕上げ用添加剤、灯油又は低粘度溶剤に10%添加。 工具寿命延長と臭気改善に。 | 寿命延長 |
タッピングコンパウンド
| 型番 | 色相 | 引火点 | 動粘度 | 銅板腐食 | 用途・特徴 | KeyWord |
|---|---|---|---|---|---|---|
| ANo.3 | 黄褐色 | 1b | 175 | 38 | 切削、塑性用添加剤(鋼材、ステンレス、チタン、銅合金、アルミ)等の幅広い材料に対応。 10%添加 | 寸法経済性 |
| BNo.3 | 黄褐色 | 1b | 175 | 38 | 切削、塑性用添加剤(鋼材、ステンレス、チタン、銅合金、アルミ)等の幅広い材料に対応。 10%添加 ANo.3希釈使用時の泡対策品。 | 寸法経済性 |
| EXNo.3 | 淡黄色 | 1b | 205 | 60 | 汎用切削添加剤(鋼材、ステンレス、チタン、銅合金、アルミ)等の幅広い材料に対応。 10%添加 | 寸法経済性 |
| YNo.3 | 黄褐色 | 4a | 175 | 20 | 汎用切削添加剤(鋼材、ステンレス、チタン、アルミ)等の幅広い材料に対応。 10%添加 | 寸法経済性 |
上記製品以外にも豊富なラインナップの中から、使用目的・使用環境等に応じて最適な製品を選択していただけます。
さらには、貴社独自の使用条件における極限性能を追及した特注品の開発にも、積極的に取り組みます。
お問い合わせいただければ、当社スタッフが豊富な経験と確かな技術により、全力で対処いたします。
不水溶性加工油剤の
カタログ
各油剤のカタログは下記より外部サイトにリンクしますので、各ページよりカタログをダウンロードしてください。
下記からダウンロードできます♪ ※無料
◆ 各油剤のカタログ
◆ 不水溶性加工油剤全体のカタログ
油剤を知ろう
不水溶性加工油剤について
いろはシリーズ
潤滑油やグリース、防せい油などの基礎的な内容から管理方法などを掲載!

技術資料『水溶性切削油剤のいろは』~実践編~※無料進呈
切削油の基礎知識ほか、よくあるトラブルなど、実践に役立つ情報が盛り沢山。
基礎知識ほか、よくあるトラブルなど、実践に役立つ知識が盛り沢山です。
課題ごとにおすすめの油剤もご紹介
VS実験動画 VIDEFIT動画
「とりあえずYoutubeで何かをやるように」 という業務命令の元で油剤・グリース実験動画にチャレンジ中!!
暖かい目で見守ってくださいm(__)m
第1回 グリース撥水性実験
よくある質問
-
鋼材、アルミ、銅合金を同じNC旋盤で加工しています。時折、アルミと銅合金が変色してしまうことがあります。
何か良い方法はありますか? -
水溶性切削油に配合されている防錆剤などの成分は、非鉄金属を変色させてしまうことがあります。鋼材と銅,アルミ合金などの非鉄金属は、別の機械で加工することが望ましいのですが、それが難しいようでしたら、非鉄金属防蝕剤を配合した水溶性切削油をお勧めします。